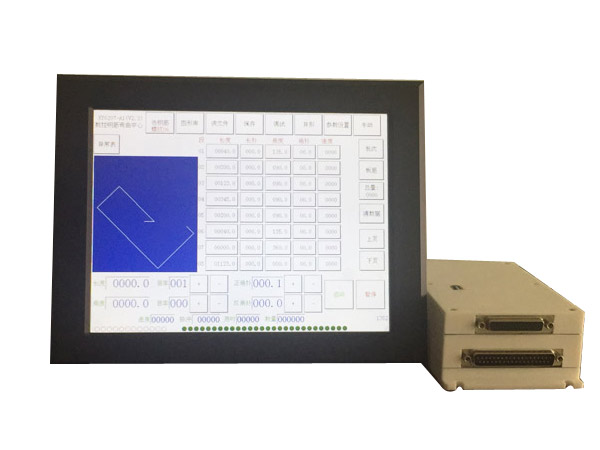
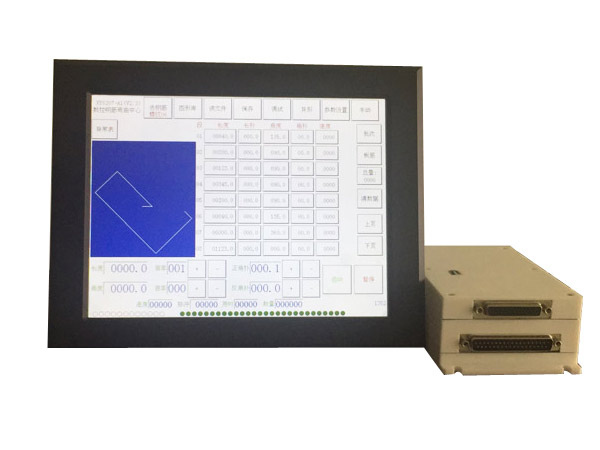
本控制系统是一通用切割数控系统,专为形状切割设计。为金属板材加工业(火焰切割、等离子切割等)、非金属板材加工业(水切割等)设计的新产品。我们设计的中心目标是易于使用,使人机界面更加人性化。
设置:可设置与加工、操作有关的各个控制参数,通过参数的合理设置,可使加工效果达到很好。
图形库:从图形库选择想要的形状。并键入想要的尺寸参数。如果有需要增加图库,可以与厂家联系,增加新的图形。
程序上传与下载:通过系统U盘接口,可以将当前程序上传到U盘以备保存,亦可将U盘中的加工程序下载为当前程序。
切割方式选择:控制器带有工艺过程时序图,并可在暂停后进行切换。有助于您优化工艺过程。
穿孔时序修改与预览功能:可修改穿孔及升割矩的时序,同时显示相应的时序图。
套料功能:将多个不同形状的图形库中零件或已生成的加工程序零件组合在一起,并可进行缩放比例、旋转、镜像、移动等操作,生成加工程序。此功能有利于减小废料,提高加工效率。
示教功能:通过手动移动割枪,以确定直线的终点,圆弧的中间点、终点,穿孔、抬枪等描述加工轨迹。
程序预览功能:在选择读入文件(包括U盘的文件)时,可预览光标所在文件的图形。不能正常处理(不能识别的程序或非加工程序)的程序提示语法错误。
零件变换:该功能用于缩放、旋转、镜像当前工件,以及选择不同的基准角,并可以所选基点重新生成加工程序。
零件重复功能:该功能以直排、交错、套料方式排列复制当前工件的加工程序。
钢板校正和自动找起点:沿X轴或Y轴任意选择钢板边沿上的两点,即可自动计算旋转角度,并可回到起始点。根据选定的基准角点计算程序起点的位置,并自动运动到加工程序的起点位置。
尖角减速和平滑过渡:加工过程中两相连的加工段间的拐角小于设定角度时,无升降速处理,均速加工。当拐角大于设定角度时,则减速到尖角速度加工,尖角过后升速到正常加工速度。升降速段的长度与参数设置中的升降速设置有关。
段间不停顿处理:对于平滑过渡或拐角小于设定值的运动,段间不停顿。
小线段升降速处理:对于小线段加工,预先升降速处理功能,使升降速平滑、平稳。
电子齿轮功能:可匹配各种机械结构和驱动器。无换向或累积误差。
输入抗干扰处理:对30个输入点全部进行滤波处理,使输入稳定可靠。
输入/输出口设定功能:可指定任意输入/输出口(同一口位不能设定一个以上的功能)。
暂停处理:可实现暂停后的运动、返回、平移、继续、移孔点、边界切入等功能。
回退功能:可回退99条程序或退到起点,遇穿孔点自动暂停。
坐标及加工信息记忆功能:自动记忆加工坐标和加工信息。
断点、断电处理功能:当加工中途暂停退出,或机床断电后,可从中断点处继续加工。
任意段开始加工功能:可选择任意程序段开始加工(未启动前可多次使用)。
移动到穿孔点功能:可从当前位置,向前到任意穿孔点,向后99段(含过渡段)内。
边缘穿孔功能:加工中途断火可移动到边缘,穿孔后切到程序轨迹后继续加工。
移动零件功能:轨迹出现偏差或需要移动时,可使用此功能。
图形轨迹显示:当前加工过程中的中心轨迹的动态显示。
图形的缩放功能:可放大8倍,用于观察细节。
选段选孔功能:可选择任意有效段或孔开始加工(可移动到或不动)
中英文转换功能:可切换中文显示或英文显示。
系统帮助功能:可显示并浏览系统使用说明(简易)。
输入/输出接口(38路光电隔离输入,24路光电隔离输出)
用户零件程序存储器64M
触摸式薄膜按键
U盘接口(U盘程序读入后可直接进行加工)
补偿功能 割矩半径补偿、反向间隙
每个文件大段数 10000行
大用户程序容量 64M
大文件个数 240
三种排列模式的图形重复,可快速切割多个工件。
工件可X轴、Y轴镜像。
工件旋转可使工件旋转任意角度。
比例调整可修正或改变原来的工件尺寸。
基准角功能可将程序的起点移动到四个角中的一个。
多种加工工艺可实现各种切割操作。
上一条:JC560-M4钻铣床系统
下一条:JC560-P18单轴冲孔系统






 冀公网安备 13100202000581号
冀公网安备 13100202000581号